")
Vacuum solutions for refineries and the petrochemical industries

Eiettori per l'industria petrolchimica
Vacuum distillation is used in oil refineries if long-chain hydrocarbons require separation. By applying a vacuum column, the boiling point of the substances to be distilled is lowered, making separation of the hydrocarbons easier. At the beginning, atmospheric distillation generates initial products from the oil (including petrol and kerosene). However, atmospheric or long residue is produced.
This is distilled in another distillation tower under vacuum (typically at approx. 20 mbar). Due to the decreased pressure in the vacuum tower, the boiling point of the residue components is reduced and the heavy hydrocarbons evaporate without disintegrating, which would be the case at higher temperatures. Refineries operate this process to produce vacuum gas oil, various distillates for conversion plants, or lubricant production and vacuum residue for heating-oil- and bitumen-components.
Higher yield of light products
Due to the two distillation processes, there is a clear yield ratio between each of the products generated from a certain type of crude oil. As the need for light products confronts a declining demand for heavy products, refinery operators are trying to increase the yield of light products.
This is where the products made from vacuum distillation come in. In conversion processes, they are processed and refined to become light, short-chain hydrocarbons. Products from vacuum distillation are primarily processed in catalytic cracking units and hydrocrackers. The vacuum residue is refined in thermal cracking and coker units and turned into low-molecular products.
This is where the products made from vacuum distillation come in. In conversion processes, they are processed and refined to become light, short-chain hydrocarbons. Products from vacuum distillation are primarily processed in catalytic cracking units and hydrocrackers. The vacuum residue is refined in thermal cracking and coker units and turned into low-molecular products.
Vacuum generation components
Vacuum generation plays a key role in refinery operations. Reliable production is inconceivable without constant, fail-safe mainte nance of the vacuum. Which is why plant operators place stringent demands in terms of the reliability and performance of vacuum-generation components. Körting Hannover AG’s vacuum technology meets these challenges in refineries and chemical plants all over the world.
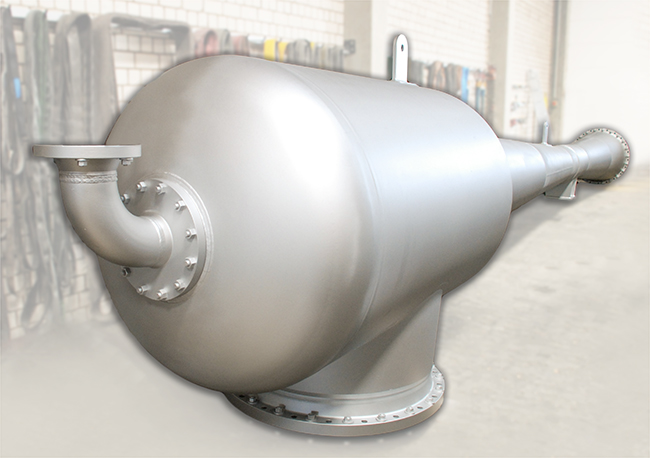
Jet ejectors - ideal for vacuum generation
By harnessing motive flow as the energy source, jet ejectors create a pumping action. They don’t require any mechanical drives or movable parts. Due to their simple design, they are ideal for substances that tend to soil very easily. Major suction flows to the tune of 2 to 3 million m3/h at suction pressure of under 50 mbar (of the type commonly applied in oil refineries) can’t be created so reliably with any other kind of vacuum pump. In order to achieve such low suction pressure, a multi-stage design is required. Several stages, each consisting of a jet ejector with after-condensers, are applied. The condensable parts of the mixed flow in the upstream jet ejector are condensed and the next jet ejector stage only has to compress the non-condensable parts. As a result, in a 5-stage plant, suction pressure of 0.1 mbar is achievable.
Specifically designed for each application, Körting jet ejectors can also be operated with low motive steam pressure (e.g. from waste steam) and at very high compression ratios.
Due to the lack of complexity in designs, maintenance requirements are exceptionally low. In addition to superb reliability, they also offer superior availability, even if they have been out of operation for longer periods of time. As jet ejectors have no potential sources of ignition of their own, the EU explosion directive ATEX does not have to be applied.
Depending on process requirements, jet ejectors can be designed so that they are unheated, partially or even fully heated. A lot of processes in refineries and the petrochemical industry operate at high temperatures and require steam for heating and also for steam distillation. Therefore, refineries have enough of the motive steam required to operate jet ejectors.
Specifically designed for each application, Körting jet ejectors can also be operated with low motive steam pressure (e.g. from waste steam) and at very high compression ratios.
Due to the lack of complexity in designs, maintenance requirements are exceptionally low. In addition to superb reliability, they also offer superior availability, even if they have been out of operation for longer periods of time. As jet ejectors have no potential sources of ignition of their own, the EU explosion directive ATEX does not have to be applied.
Depending on process requirements, jet ejectors can be designed so that they are unheated, partially or even fully heated. A lot of processes in refineries and the petrochemical industry operate at high temperatures and require steam for heating and also for steam distillation. Therefore, refineries have enough of the motive steam required to operate jet ejectors.
 |
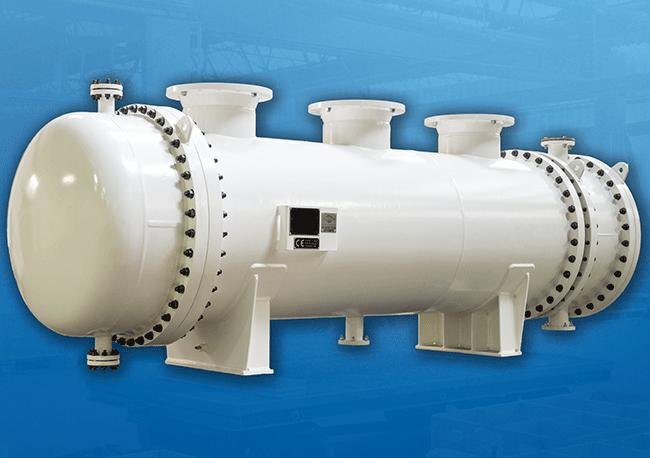
Condensers
Liquid ring vacuum pumps
Choice of materials

Körting offers the lowest steam consumption
Energy costs play a major role when operating an oil refinery. Which is why choosing the right vacuum system is very important. Jet ejectors need motive steam to function and mechanical vacuum pumps need electricity. In energy networks, motive steam for jet ejectors is often available at an attractive price as low pressure steam. This is where using jet ejector technology in particular pays dividends.
Nevertheless, it's still vital for operators to examine the total energy consumption of a vacuum system. By constantly enhancing its own development department, Körting Hannover AG is a trailblazer on energy consumption issues. On several test rigs, Körting engineers improve the steam consumption of the jet ejectors. As a result, energy efficient vacuum systems can be designed and supplied to suit each application, in some cases with much lower steam consumption than many global competitors.
Orders won are proof of Körting's quality
The reasons for Körting’s leadership in vacuum technology become particularly obvious when the total cost of ownership is compared. In addition to investment costs, this approach also identifies the costs of operating the plant (energy costs, repairs, maintenance) over several years. As a result, operators can see in terms of the total costs which investment is superior over a period of several years. As a result of these comparisons, many plant operators have opted for Körting Hannover AG’s vacuum solutions.
Körting vacuum systems offer:
- low steam consumption
- smart solutions for each application
- custom-made design
- plants that operate reliably
- first class manufacturing quality
A sample calculation of steam consumption
A comparison of figures
|
|||
| Körting vacuum system |
Other supplier’s vacuum system |
||
| Design parameters | |||
| Suction flow | m3/h | 1200000 | 1200000 |
| Suction pressure | mbar | 20 | 20 |
| Utilities | |||
| Motive steam (boosters, ejectors) | kg/h | 32000 | 35000 |
| Total steam flow | kg/h | 32000 | 35000 |
| Cooling water | m3/h | 2650 | 3100 |
| Total cooling water flow | m3/h | 2650 | 3100 |
| Hours operated per year | 8250 | 8250 | |
| Steam costs per year (20.00 €/t) | € | 5280000 | 5775000 |
| Cooling water costs per year (0.10 €/t) | € | 2186250 | 2557500 |
| Operating costs per year | € | 7466250 | 8332500 |
Savings after 5 years |
€ |
4331250 |
|
Investing in a Körting vacuum system can cut operating costs significantly on a permanent basis.